












1. Lệnh điều kiện trong Macro Fanuc là gì?
Lệnh điều kiện trong Macro Fanuc giúp chương trình đưa ra quyết định dựa trên các điều kiện cụ thể. Điều này cho phép bạn tạo ra các chương trình thông minh hơn, linh hoạt hơn để xử lý các tình huống trong thực tế sản xuất.
Ví dụ cơ bản:
IF [#1 EQ 10] THEN #2 = 20
Câu lệnh trên kiểm tra nếu biến #1 bằng 10, biến #2 sẽ được gán giá trị 20.
2. Cú pháp và các lệnh điều kiện trong Macro Fanuc
a. Cú pháp lệnh IF
- Cú pháp cơ bản:
IF [điều kiện] THEN câu lệnh
- Các toán tử logic:
- EQ: Bằng (=).
- NE: Không bằng (!=).
- GT: Lớn hơn (>).
- LT: Nhỏ hơn (<).
- GE: Lớn hơn hoặc bằng (>=).
- LE: Nhỏ hơn hoặc bằng (<=).
Ví dụ:
IF [#1 GT 100] THEN #1 = 100
Nếu giá trị của #1 lớn hơn 100, chương trình sẽ gán lại #1 = 100.
b. Lệnh GOTO
Lệnh GOTO cho phép nhảy đến một dòng lệnh cụ thể dựa trên điều kiện.
- Cú pháp:
IF [điều kiện] GOTO nNn (Câu lệnh cần nhảy đến)
Ví dụ:
IF [#1 LT 50] GOTO 10G0 X#1 Y100N10 G0 X0 Y0
Nếu #1 < 50, chương trình sẽ bỏ qua lệnh G0 X#1 Y100 và nhảy đến dòng N10.
c. Lệnh ELSEIF và ELSE
Một số phiên bản Macro Fanuc hỗ trợ lệnh ELSEIF và ELSE để xử lý nhiều điều kiện liên tiếp.
- Cú pháp:
IF [điều kiện 1] THEN câu lệnh 1ELSEIF [điều kiện 2] THEN câu lệnh 2ELSE câu lệnh khác
Ví dụ:
IF [#1 EQ 0] THEN #2 = 10ELSEIF [#1 GT 0] THEN #2 = 20ELSE #2 = 0
3. Ứng dụng lệnh điều kiện trong thực tế
a. Kiểm tra giá trị nhập vào
O9001#1 = 50 (Khoảng cách cần kiểm tra)
IF [#1 GT 100] THEN #3000 = 1 (Khoảng cách quá lớn)IF [#1 LT 10] THEN #3000 = 2 (Khoảng cách quá nhỏ)
G0 X#1 (Di chuyển đến X = #1)M30
- #3000: Lệnh tạo báo động. Nếu
#1không hợp lệ, chương trình sẽ dừng.
b. Kiểm tra tình trạng máy trước khi hoạt động
O9002IF [#500 EQ 0] THEN #3000 = 1 (Chưa đặt giá trị đếm sản phẩm)IF [#3006 NE 0] THEN GOTO 10 (Máy đang có lỗi, bỏ qua)
G0 X0 Y0 Z0 (Đưa trục về gốc)N10 M30
4. Ví dụ thực hành: Điều khiển vòng lặp với điều kiện
Yêu cầu: Tạo chương trình khoan lỗ trên trục X với điều kiện nếu khoảng cách giữa các lỗ vượt quá 100mm, chương trình sẽ dừng.
Chương trình:
O9003#1 = 5 (Số lỗ cần khoan)#2 = 20 (Khoảng cách giữa các lỗ)#3 = 0 (Vị trí bắt đầu)
WHILE [#1 GT 0] DO1IF [#2 GT 100] THEN #3000 = 1 (Khoảng cách vượt quá giới hạn)G0 X#3 Y50G81 R1.0 Z-10.0 F100 (Chu trình khoan)#3 = #3 + #2 (Cập nhật vị trí tiếp theo)#1 = #1 - 1 (Giảm số lỗ cần khoan)END1M30
Giải thích:
- Sử dụng lệnh IF để kiểm tra khoảng cách giữa các lỗ.
- Nếu khoảng cách vượt quá
100mm, chương trình sẽ dừng với báo động.
5. Lỗi thường gặp khi sử dụng lệnh điều kiện
- Cú pháp không chính xác:
- Quên dấu ngoặc
[]. - Viết sai tên toán tử (ví dụ: dùng
=thay vìEQ).
- Quên dấu ngoặc
- Điều kiện không hợp lệ: So sánh giá trị không được định nghĩa hoặc vượt giới hạn.
- Giải pháp: Kiểm tra kỹ cú pháp và giá trị biến trước khi chạy chương trình.
6. Kết luận
Lệnh điều kiện trong Macro Fanuc là công cụ mạnh mẽ giúp lập trình viên kiểm soát logic của chương trình CNC một cách hiệu quả. Bằng cách sử dụng IF, GOTO, và các toán tử logic, bạn có thể tạo ra các chương trình thông minh hơn, xử lý được nhiều tình huống thực tế.
Trong bài tiếp theo, chúng ta sẽ khám phá cách sử dụng vòng lặp WHILE và DO để tối ưu hóa các tác vụ lặp lại trong Macro Fanuc!
OptiTech chính thức có mặt trên Siemens Post Hub – Thư viện Postprocessor toàn cầu
Siemens Post Hub là gì? Trong lĩnh vực lập trình gia công CNC, postprocessor đóng [...]
Sep
Toolpath vs NC Code Simulation – Khác biệt nhỏ, rủi ro lớn!
Trong quy trình lập trình gia công, mô phỏng đường chạy dao (toolpath simulation) được [...]
May
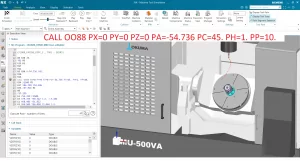
Gia Công 5 Trục trên Máy Okuma với Fixture Offset Function – OO88
Trong gia công CNC 5 trục, khi bàn xoay thay đổi góc độ, vị trí [...]
Feb

Quy trình xây dựng postprocessor cho máy CNC
Trong lĩnh vực gia công CNC, postprocessor đóng vai trò quan trọng trong việc chuyển [...]
Nov
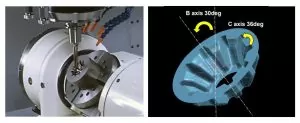
Tìm Hiểu Về Tính Năng TWP Trên Các Dòng Máy CNC 4 Và 5 Trục
Trong lĩnh vực gia công CNC, các máy CNC 4 và 5 trục có khả [...]
Oct
NX CAM ISV: Những Lợi Ích Từ Mô Phỏng NC Code Thực Với Mô Hình Máy
Trong ngành gia công CNC, việc sử dụng các công cụ phần mềm tiên tiến [...]
Jul
Giải mã bí ẩn NC code với sức mạnh mô phỏng trên Siemens NX
Bạn đang đau đầu vì những lỗi tiềm ẩn trong NC code khiến quy trình [...]
Jun
4 lý do nên sử dụng phần mềm NX cho gia công tiện phay
Phần mềm Siemens NX là một trong những công cụ mạnh mẽ và linh hoạt [...]
Jun
