












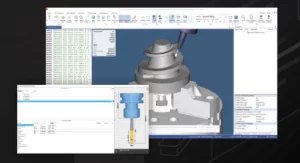
Hiện tượng dao cắt vào chi tiết
Nhiều anh em lập trình CNC có thể từng gặp và sẽ gặp phải trường hợp lỗi lẹm dao (dao ăn vào chi tiết) dù anh em đã check đường dao và NC code rất kỹ.

(Lỗi ăn vào chi tiết khi gia công)
Vậy nguyên nhân lỗi này ở đâu?
Nguyên nhân xảy ra trường hợp này là do một số máy CNC chạy G00 không đúng như NC code lập trình. Đây là lý do tại sao anh em kiểm tra đường dao và NC code không có lỗi nhưng chạy thực tế lại gặp lỗi. Kiểu di chuyển G00 này còn được gọi là di chuyển dạng “cẳng chó”. Điều này có nghĩa thay vì một dịch chuyển thẳng từ tọa độ X1, Y1 đến X2, Y2 thì máy lại di chuyển XY đều nhau trước khi đi đến tọa độ xa hơn.
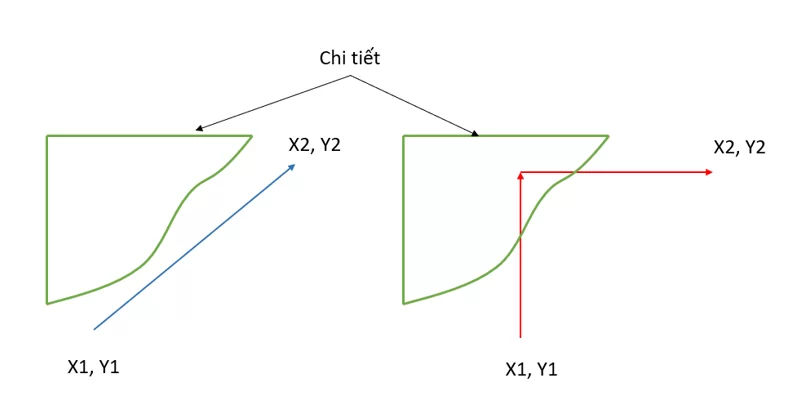
(Sự khác biệt giữa hai kiểu di chuyển G00 của máy CNC)
Dễ dàng có thể nhận thấy với chuyển động theo dạng “cẳng chó”, các va chạm giữa dao và chi tiết hay đồ gá là rất khó kiểm soát.
Giải pháp khắc phục
Để khắc phục các rủi ro này, chúng ta có thể lựa chọn các cách dưới đây.
1. Điều chỉnh parametter của máy CNC
Một số máy CNC hoàn toàn có thể dễ dàng điều chỉnh các thông số parametter để quy định cách di chuyển G00. Anh em có thể liên hệ đơn vị cung cấp máy CNC để được hỗ trợ vấn đề này.
2. Điều chỉnh đường chạy dao G00 luôn trên mặt an toàn
Khi lập trình, các dịch chuyển G00 giữa các đường dao luôn được đưa lên mặt an toàn cũng là một phương án khắc phục. Tuy nhiên, thời gian gia công có thể tăng lên do các chuyển động G0 nhiều hơn.
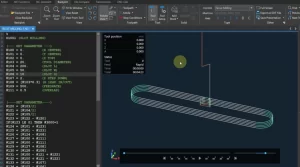
3. Sử dụng G01 cho các di chuyển nhanh dưới mặt an toàn
Đây là phương án mình thường khuyên anh em sử dụng. Thay vì sử dụng các dịch chuyển nhanh bằng G00, chúng ta sử dụng G01 với tốc độ tiến dao lớn (tương đương G0). Với phương án này, chúng ta vẫn đảm bảo tốc độ chạy không cắt lớn, lượng nhấc dao nhỏ và tránh được rủi ro cắt vào chi tiết do G00 gây ra.
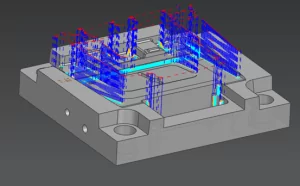
(Điều khiển chuyển động G00 trên mặt an toàn)
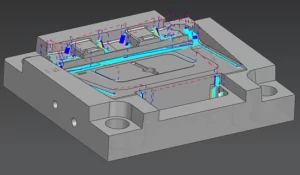
(Các di chuyển G00 dưới mặt an toàn được thay thế bằng G01)
Xem thêm các gói bản quyền phần mềm NX:
Xem thêm

Cimco integration – Giải giáp mô phỏng cho người dùng MasterCAM
1. Gia công CNC 5 trục và tầm quan trọng của mô phỏng NC Code [...]
Oct
CIMCO tích hợp Fusion – Bước tiến mới trong kiểm chứng chương trình gia công
1. Tại sao cần mô phỏng trước khi chạy máy CNC đa trục Trong gia [...]
Oct

CIMCO Machine Simulation – giải pháp bảo vệ máy CNC đa trục
1. Gia công đa trục và tầm quan trọng của mô phỏng NC Code Sự [...]
Oct

Đại lý ủy quyền CIMCO tại Việt Nam
Giới thiệu phần mềm CIMCO Phần mềm CIMCO là giải pháp tiêu chuẩn toàn cầu [...]
Oct
Link tải phần mềm CIMCO Edit – Bộ công cụ không thể thiếu cho kỹ sư CNC
Trong thế giới gia công CNC ngày càng tự động hóa, việc sở hữu một [...]
Oct
CIMCO – Giải pháp toàn diện cho lập trình CNC, mô phỏng và quản lý sản xuất
CIMCO – “Microsoft Office” của dân CNC Với hơn 100.000 bản quyền được cấp trên [...]
Oct
Lập trình Macro Fanuc với CIMCO Edit – Gia công rãnh slot
“Lập trình Macro với CIMCO Edit” là loạt bài hướng dẫn dành cho những ai [...]
Oct

Lập trình Macro Fanuc với CIMCO Edit – Gia công lỗ Helical
“Lập trình Macro với CIMCO Edit” là loạt bài hướng dẫn dành cho những ai [...]
Oct
