












1. Tại sao cần xử lý lỗi và báo động trong Macro Fanuc?
Trong quá trình vận hành máy CNC, các lỗi không mong muốn có thể xảy ra như sai thông số nhập liệu, vượt quá giới hạn tọa độ, hoặc điều kiện vận hành không đảm bảo. Xử lý lỗi và báo động trong Macro Fanuc giúp:
- Ngăn chặn hư hỏng máy hoặc phôi.
- Bảo vệ an toàn cho người vận hành.
- Giúp phát hiện và sửa lỗi nhanh chóng.
2. Cú pháp tạo báo động trong Macro Fanuc
a. Lệnh báo động #3000
Lệnh #3000 được sử dụng để kích hoạt báo động và dừng chương trình.
- Cú pháp:
#3000 = <mã lỗi> (Nội dung thông báo)
-
Mã lỗi: Một số nguyên tùy chọn (thường từ 1 đến 999) để nhận diện lỗi.
-
Nội dung thông báo: Một chuỗi văn bản (tiếng Anh) hiển thị trên màn hình máy CNC.
-
Ví dụ:
#3000 = 1 (Error: Invalid Input)
Thông báo “Error: Invalid Input” sẽ hiển thị khi lỗi xảy ra.
3. Ứng dụng xử lý lỗi và báo động trong Macro Fanuc
a. Kiểm tra thông số đầu vào
Yêu cầu: Nếu khoảng cách gia công nhỏ hơn 10mm hoặc lớn hơn 100mm, báo động dừng chương trình.
Chương trình:
O9001#1 = 50 (Khoảng cách gia công)
IF [#1 LT 10] THEN #3000 = 1 (Error: Distance Too Small)IF [#1 GT 100] THEN #3000 = 2 (Error: Distance Too Large)
G0 X#1 Y0M30
Giải thích:
- Lệnh IF kiểm tra giá trị của
#1. Nếu không hợp lệ, chương trình dừng và hiển thị thông báo.
b. Giám sát tọa độ vượt giới hạn
Yêu cầu: Nếu tọa độ trục X vượt quá 200mm, dừng máy và cảnh báo.
Chương trình:
O9002#1 = #5021 (Tọa độ trục X hiện tại)
IF [#1 GT 200] THEN #3000 = 3 (Error: X-Axis Limit Exceeded)M30
Giải thích:
- Biến hệ thống
#5021đọc tọa độ hiện tại của trục X. Nếu tọa độ lớn hơn 200mm, báo động được kích hoạt.
c. Đếm sản phẩm và báo động khi hoàn thành
Yêu cầu: Gia công tối đa 100 sản phẩm. Khi đạt số lượng, dừng máy và hiển thị thông báo.
Chương trình:
O9003#500 = 0 (Khởi tạo biến đếm sản phẩm)
WHILE [#500 LT 100] DO1(Gia công sản phẩm)#500 = #500 + 1 (Tăng biến đếm)END1
#3000 = 4 (Production Complete: 100 Parts)M30
Giải thích:
- Biến
#500được sử dụng để đếm số sản phẩm. Khi đạt 100, chương trình báo động dừng với thông báo “Production Complete”.
4. Xử lý lỗi với lệnh nhảy GOTO
a. Sử dụng GOTO để bỏ qua phần lỗi
Nếu lỗi xảy ra, chương trình có thể nhảy qua một số lệnh để tiếp tục vận hành.
Ví dụ:
O9004#1 = 150 (Khoảng cách cần kiểm tra)
IF [#1 GT 100] GOTO 10 (Nhảy đến N10 nếu khoảng cách lớn hơn 100)G0 X#1 Y0 (Lệnh di chuyển thông thường)N10 G0 X0 Y0 (Quay về vị trí gốc nếu lỗi)M30
5. Tạo thông báo cảnh báo không dừng máy
Lệnh #3006 được sử dụng để hiển thị cảnh báo nhưng không dừng chương trình.
- Cú pháp:
#3006 = <mã cảnh báo> (Nội dung thông báo)
Ví dụ:
#3006 = 1 (Warning: Tool Wear Detected)
Thông báo “Warning: Tool Wear Detected” hiển thị nhưng chương trình tiếp tục chạy.
6. Lỗi phổ biến khi xử lý lỗi và báo động
a. Báo động không hiển thị đúng nội dung
- Nguyên nhân: Sai cú pháp hoặc sử dụng ký tự không hợp lệ trong nội dung thông báo.
- Giải pháp: Đảm bảo nội dung thông báo chỉ sử dụng các ký tự cho phép (tiếng Anh, không dấu).
b. Kích hoạt báo động không mong muốn
- Nguyên nhân: Điều kiện kiểm tra không chính xác, dẫn đến báo động khi không cần thiết.
- Giải pháp: Kiểm tra kỹ logic điều kiện trước khi chạy chương trình.
7. Mẹo để xử lý lỗi hiệu quả trong Macro Fanuc
- Kiểm tra điều kiện đầu vào: Luôn kiểm tra các thông số trước khi chạy chương trình.
- Đặt thông báo rõ ràng: Sử dụng thông báo cụ thể, dễ hiểu để người vận hành biết cách khắc phục.
- Sử dụng lệnh nhảy: Khi cần bỏ qua phần lỗi để tiếp tục chương trình, sử dụng GOTO hợp lý.
- Tối ưu hóa cú pháp: Đảm bảo cú pháp đúng và dễ bảo trì.
8. Kết luận
Xử lý lỗi và báo động trong Macro Fanuc là một kỹ năng quan trọng để đảm bảo chương trình CNC chạy an toàn và ổn định. Với các lệnh như #3000, #3006, và GOTO, bạn có thể xây dựng các chương trình thông minh, tự động dừng hoặc cảnh báo khi gặp sự cố.
Trong bài tiếp theo, chúng ta sẽ tìm hiểu “Ứng dụng thực tế: Lập trình khoan lỗ với Macro Fanuc”, giúp bạn áp dụng những kiến thức đã học vào bài toán cụ thể!
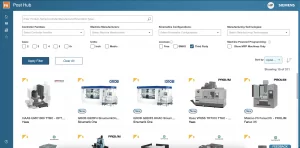
OptiTech chính thức có mặt trên Siemens Post Hub – Thư viện Postprocessor toàn cầu
Siemens Post Hub là gì? Trong lĩnh vực lập trình gia công CNC, postprocessor đóng [...]
Sep
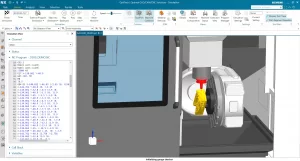
Toolpath vs NC Code Simulation – Khác biệt nhỏ, rủi ro lớn!
Trong quy trình lập trình gia công, mô phỏng đường chạy dao (toolpath simulation) được [...]
May
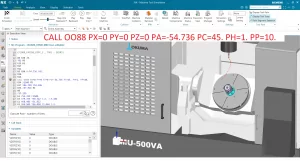
Gia Công 5 Trục trên Máy Okuma với Fixture Offset Function – OO88
Trong gia công CNC 5 trục, khi bàn xoay thay đổi góc độ, vị trí [...]
Feb

Quy trình xây dựng postprocessor cho máy CNC
Trong lĩnh vực gia công CNC, postprocessor đóng vai trò quan trọng trong việc chuyển [...]
Nov
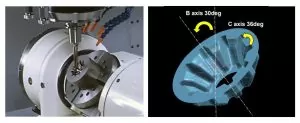
Tìm Hiểu Về Tính Năng TWP Trên Các Dòng Máy CNC 4 Và 5 Trục
Trong lĩnh vực gia công CNC, các máy CNC 4 và 5 trục có khả [...]
Oct
NX CAM ISV: Những Lợi Ích Từ Mô Phỏng NC Code Thực Với Mô Hình Máy
Trong ngành gia công CNC, việc sử dụng các công cụ phần mềm tiên tiến [...]
Jul
Giải mã bí ẩn NC code với sức mạnh mô phỏng trên Siemens NX
Bạn đang đau đầu vì những lỗi tiềm ẩn trong NC code khiến quy trình [...]
Jun
4 lý do nên sử dụng phần mềm NX cho gia công tiện phay
Phần mềm Siemens NX là một trong những công cụ mạnh mẽ và linh hoạt [...]
Jun

Postprocessor cho Gia Công CNC 5 Trục: Vai Trò và Ứng Dụng
1. Postprocessor là Gì? Postprocessor là một phần mềm hoặc phần của phần mềm CAM, [...]
Mar
Tải miễn phí bộ postprocessor từ thư viện của OptiTech
Tầm quan trọng của bộ postprocessor Postprocessor được xem là cầu nối giữa phần mềm [...]
Mar
Gia công CNC 5 trục”Hãy để va chạm xảy ra trên phần mềm”
Tìm hiểu về giải pháp Postprocessor của OptiTech: Giải pháp postprocessor Tìm hiểu về giải [...]
Aug

Sự quan trọng của chỉnh sửa postprocessor cho máy CNC
Tìm hiểu về giải pháp Postprocessor của OptiTech: Giải pháp postprocessor Tìm hiểu về giải [...]
Aug
Giải pháp cho các dòng máy CNC 5 trục Mazak Variaxis
Máy 5 trục mazak variaxis Mazak Variaxis là dòng máy 5 trục của Mazak khá [...]
Feb
Tại sao cần cấu hình riêng Postprocessor và mô phỏng NC code?
TẦM QUAN TRỌNG CỦA POSTPROCESSOR VÀ MÔ PHỎNG NC CODE VỚI MÔ HÌNH MÁY Hầu [...]
Jan
