












CYCLE 86 (BORING 2) là chu trình doa lỗ trong hệ điều khiển SINUMERIK 840D/840Di/810D. Chu trình này cho phép thực hiện doa với dừng trục chính ở vị trí đã định hướng và rút dao theo các đường dẫn đã lập trình.
Cấu trúc câu lệnh CYCLE 86:
CYCLE86 (RTP, RFP, SDIS, DP, DPR, DTB, SDIR, RPA, RPO, RPAP, POSS)
Giải thích các tham số:
- RTP (Retraction plane): Mặt phẳng rút dao (giá trị tuyệt đối), tính bằng mm.
- RFP (Reference plane): Mặt phẳng tham chiếu (giá trị tuyệt đối), tính bằng mm.
- SDIS (Safety distance): Khoảng cách an toàn giữa dao và bề mặt phôi, tính bằng mm (nhập giá trị không dấu).
- DP (Final drilling depth): Độ sâu khoan cuối cùng (giá trị tuyệt đối), tính bằng mm.
- DPR (Final drilling depth relative to reference plane): Độ sâu khoan cuối cùng tương đối so với mặt phẳng tham chiếu, tính bằng mm.
- DTB (Dwell time at final drilling depth): Thời gian dừng tại độ sâu khoan cuối cùng (để phá phoi), tính bằng giây.
- SDIR (Direction of rotation): Hướng quay trục chính khi khoan. Giá trị: 3 (M3 – quay theo chiều kim đồng hồ) hoặc 4 (M4 – quay ngược chiều kim đồng hồ).
- RPA (Retraction path in abscissa): Đường dẫn rút dao theo trục hoành của mặt phẳng đang hoạt động (nhập giá trị theo dấu).
- RPO (Retraction path in ordinate): Đường dẫn rút dao theo trục tung của mặt phẳng đang hoạt động (nhập giá trị theo dấu).
- RPAP (Retraction path in applicate): Đường dẫn rút dao theo trục khoan (nhập giá trị theo dấu).
- POSS (Spindle position): Vị trí trục chính khi dừng định hướng trong chu trình, tính bằng độ.
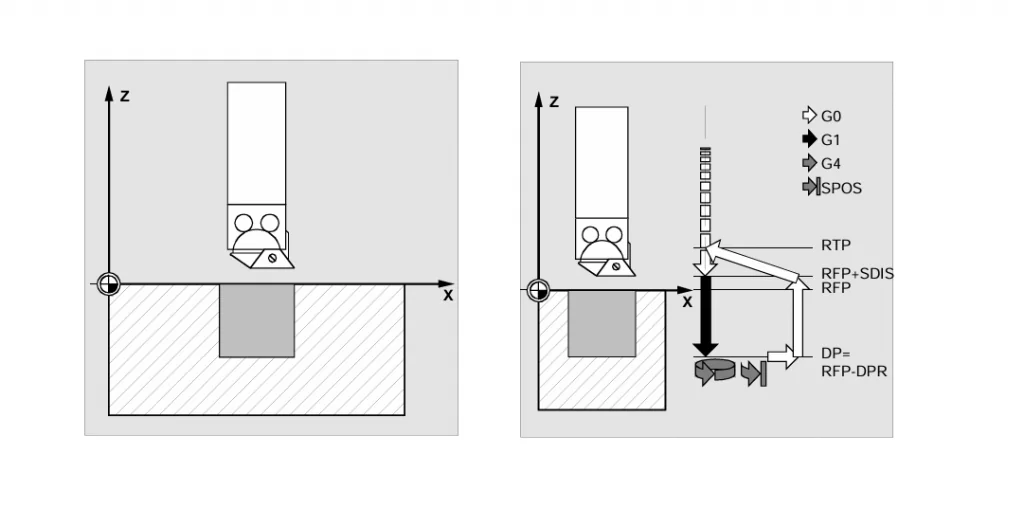
Hoạt động của chu trình CYCLE 86:
- Dao di chuyển đến khoảng cách an toàn được thiết lập (SDIS) phía trên mặt phẳng tham chiếu (RFP) với lệnh G0.
- Khoan đến độ sâu cuối cùng: Dao di chuyển đến độ sâu khoan cuối cùng (DP) với tốc độ ăn dao đã lập trình trước đó (G1).
- Dừng tại độ sâu khoan: Thực hiện thời gian dừng (DTB) để đảm bảo việc phá phoi hoặc gia công hoàn thiện bề mặt.
- Dừng trục chính có định hướng: Trục chính dừng ở vị trí đã lập trình với lệnh SPOS tại vị trí POSS.
- Rút dao theo các đường dẫn đã lập trình: Dao sẽ rút theo các đường dẫn đã thiết lập trong các tham số RPA, RPO, RPAP với lệnh G0.
- Rút về mặt phẳng tham chiếu và mặt phẳng rút dao: Dao rút lên mặt phẳng tham chiếu và sau đó đến mặt phẳng rút dao (RTP) với lệnh G0.
Ví dụ thực tế:
DEF REAL DP, DTB, POSS
N10 DP=77 DTB=2 POSS=45 ; Gán giá trị tham số
N20 G0 G17 G90 F200 S300 ; Thiết lập giá trị công nghệ
N30 D3 T3 Z112 ; Di chuyển tới mặt phẳng rút dao
N40 X70 Y50 ; Di chuyển đến vị trí khoan
N50 CYCLE86 (112, 110, , DP, , DTB, 3, -1, -1, +1, POSS) ; Gọi chu trình với độ sâu khoan tuyệt đối
N60 M30 ; Kết thúc chương trình
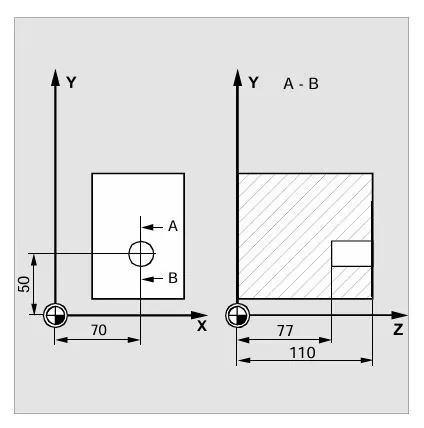
Trong ví dụ này:
- Mặt phẳng rút dao (RTP): 112 mm
- Mặt phẳng tham chiếu (RFP): 110 mm
- Độ sâu khoan cuối cùng (DP): 77 mm
- Thời gian dừng tại độ sâu khoan (DTB): 2 giây
- Hướng quay trục chính (SDIR): 3 (quay theo chiều kim đồng hồ, M3)
- Đường dẫn rút dao theo trục X, Y, Z (RPA, RPO, RPAP): -1, -1, +1
- Vị trí trục chính khi dừng (POSS): 45 độ
Lưu ý khi sử dụng CYCLE 86:
- Đảm bảo trục chính có khả năng dừng định hướng: Đảm bảo trục chính có thể chuyển sang chế độ điều khiển vị trí khi cần.
- Thiết lập đúng các tham số rút dao (RPA, RPO, RPAP): Đảm bảo các đường dẫn rút dao được thiết lập phù hợp với yêu cầu gia công để tránh va chạm.
- Kiểm tra các giá trị hướng quay trục chính (SDIR): Sử dụng giá trị 3 hoặc 4 cho M3 hoặc M4 để tránh lỗi “No spindle direction programmed”.
Kết luận:
Chu trình CYCLE 86 (BORING 2) trong hệ điều khiển SINUMERIK là một công cụ hữu ích cho các thao tác doa lỗ với khả năng điều khiển chi tiết từng tham số, bao gồm cả việc dừng trục chính định hướng và rút dao theo các đường dẫn đã lập trình, giúp tối ưu hóa quy trình và đảm bảo chất lượng gia công.
