












G82 là một chu trình khoan khác trong hệ thống điều khiển Fanuc, được sử dụng để thực hiện các thao tác khoan với tính năng dừng dao tại đáy lỗ trước khi rút dao. Bài viết này sẽ cung cấp hướng dẫn chi tiết về cách sử dụng G82, giải thích các tham số quan trọng, so sánh với chu trình G81 và cung cấp ví dụ thực tế để áp dụng.
Cấu trúc câu lệnh G82:
G82 [G98 | G99] X Y Z R F P
Giải thích các tham số:
- G82: Mã lệnh chu trình khoan dừng tại đáy lỗ.
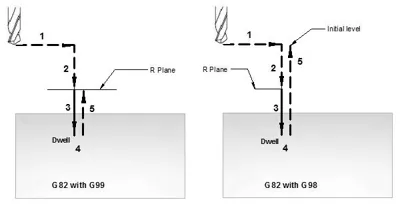
- G98/G99 (tùy chọn): Mã lệnh xác định vị trí rút dao sau khi hoàn thành chu trình khoan.
- G98: Rút về vị trí ban đầu (vị trí Z được lập trình hoặc vị trí G00 trước đó).
- G99: Rút về mặt phẳng tham chiếu được xác định bằng tham số R.
- X, Y: Tọa độ vị trí tâm lỗ khoan theo phương X và Y.
- Z: Độ sâu lỗ khoan.
- R: Chiều cao rút dao sau khi hoàn thành chu trình khoan.
- F: Tốc độ ăn dao.
- P: Thời gian dừng dao tại đáy lỗ (tính bằng giây).
Ví dụ thực tế:
G99 G82 X50 Y20 Z-10 R5 F100 P0.5
Câu lệnh này sẽ thực hiện thao tác khoan với các thông số sau:
- Vị trí tâm lỗ khoan: X = 50, Y = 20.
- Tọa độ của tâm lỗ khoan: Z = -10.
- Sau khi hoàn thành chu trình khoan, mũi khoan sẽ di chuyển lên mặt phẳng tham chiếu (R = 5) do sử dụng G99.
- Tốc độ ăn dao: 100 mm/phút.
- Mũi khoan sẽ dừng tại đáy lỗ trong 0.5 giây trước khi rút dao.
So sánh G82 với G81:
| Tính năng | G81 | G82 |
|---|---|---|
| Hoạt động | Khoan và rút dao | Khoan, dừng tại đáy lỗ, và rút dao |
| Ứng dụng | Khoan đơn giản, nhanh chóng | Khoan lỗ cần thời gian dừng để tạo độ chính xác hoặc gia công vật liệu khó |
| Tham số | X, Y, Z, R, F | X, Y, Z, R, F, P |
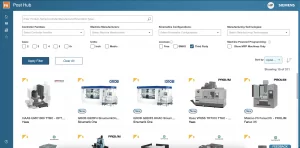
OptiTech chính thức có mặt trên Siemens Post Hub – Thư viện Postprocessor toàn cầu
Siemens Post Hub là gì? Trong lĩnh vực lập trình gia công CNC, postprocessor đóng [...]
Sep
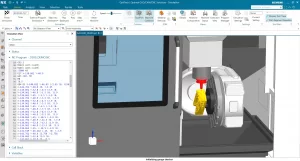
Toolpath vs NC Code Simulation – Khác biệt nhỏ, rủi ro lớn!
Trong quy trình lập trình gia công, mô phỏng đường chạy dao (toolpath simulation) được [...]
May
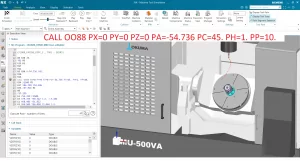
Gia Công 5 Trục trên Máy Okuma với Fixture Offset Function – OO88
Trong gia công CNC 5 trục, khi bàn xoay thay đổi góc độ, vị trí [...]
Feb

Quy trình xây dựng postprocessor cho máy CNC
Trong lĩnh vực gia công CNC, postprocessor đóng vai trò quan trọng trong việc chuyển [...]
Nov
Tìm Hiểu Về Tính Năng TWP Trên Các Dòng Máy CNC 4 Và 5 Trục
Trong lĩnh vực gia công CNC, các máy CNC 4 và 5 trục có khả [...]
Oct
NX CAM ISV: Những Lợi Ích Từ Mô Phỏng NC Code Thực Với Mô Hình Máy
Trong ngành gia công CNC, việc sử dụng các công cụ phần mềm tiên tiến [...]
Jul
Giải mã bí ẩn NC code với sức mạnh mô phỏng trên Siemens NX
Bạn đang đau đầu vì những lỗi tiềm ẩn trong NC code khiến quy trình [...]
Jun
4 lý do nên sử dụng phần mềm NX cho gia công tiện phay
Phần mềm Siemens NX là một trong những công cụ mạnh mẽ và linh hoạt [...]
Jun

Postprocessor cho Gia Công CNC 5 Trục: Vai Trò và Ứng Dụng
1. Postprocessor là Gì? Postprocessor là một phần mềm hoặc phần của phần mềm CAM, [...]
Mar
Tải miễn phí bộ postprocessor từ thư viện của OptiTech
Tầm quan trọng của bộ postprocessor Postprocessor được xem là cầu nối giữa phần mềm [...]
Mar
Gia công CNC 5 trục”Hãy để va chạm xảy ra trên phần mềm”
Tìm hiểu về giải pháp Postprocessor của OptiTech: Giải pháp postprocessor Tìm hiểu về giải [...]
Aug

Sự quan trọng của chỉnh sửa postprocessor cho máy CNC
Tìm hiểu về giải pháp Postprocessor của OptiTech: Giải pháp postprocessor Tìm hiểu về giải [...]
Aug
Giải pháp cho các dòng máy CNC 5 trục Mazak Variaxis
Máy 5 trục mazak variaxis Mazak Variaxis là dòng máy 5 trục của Mazak khá [...]
Feb
Tại sao cần cấu hình riêng Postprocessor và mô phỏng NC code?
TẦM QUAN TRỌNG CỦA POSTPROCESSOR VÀ MÔ PHỎNG NC CODE VỚI MÔ HÌNH MÁY Hầu [...]
Jan
