












CYCLE 206 (TAPPING with a floating tap holder) là chu trình tarô với đầu kẹp mũi tarô nổi trong hệ điều khiển Heidenhain TNC 640. Chu trình này được sử dụng để cắt ren trong một hoặc nhiều lần cắt khi sử dụng đầu kẹp mũi tarô nổi, giúp bù trừ các sai lệch giữa tốc độ quay của trục chính và tốc độ tiến dao trong quá trình tarô.
Cấu trúc câu lệnh CYCLE 206:
CYCL DEF 206 TAPPING
Q200 = ... ; Set-up clearance
Q201 = ... ; Depth of thread
Q206 = ... ; Feed rate for plunging
Q211 = ... ; Dwell time at depth
Q203 = ... ; Workpiece surface coordinate
Q204 = ... ; 2nd set-up clearance
Giải thích các tham số:
- Q200 (Set-up clearance): Khoảng cách giữa mũi dao và bề mặt phôi, tính bằng mm. Giá trị dương.
- Q201 (Depth of thread): Độ sâu ren, tính từ bề mặt phôi đến đáy lỗ, tính bằng mm. Giá trị âm.
- Q206 (Feed rate for plunging): Tốc độ ăn dao khi tiến dao, tính bằng mm/phút.
- Q211 (Dwell time at depth): Thời gian dừng dao tại đáy lỗ, để tránh hiện tượng kẹt dao khi rút ra, tính bằng giây.
- Q203 (Workpiece surface coordinate): Tọa độ bề mặt phôi, tính bằng mm.
- Q204 (2nd set-up clearance): Chiều cao rút dao thứ hai để tránh va chạm giữa dao và phôi, tính bằng mm.
Hoạt động của chu trình CYCLE 206:
- Dao di chuyển đến khoảng cách an toàn được thiết lập (Q200) phía trên bề mặt phôi với tốc độ nhanh (FMAX).
- Dao tiến vào lỗ đến độ sâu ren đã chỉ định (Q201) với tốc độ ăn dao đã lập trình (Q206).
- Khi đạt độ sâu yêu cầu, trục chính đảo chiều quay và dao bắt đầu rút ra khỏi lỗ.
- Sau thời gian dừng tại đáy lỗ (nếu có), dao rút về chiều cao thiết lập ban đầu hoặc chiều cao thiết lập thứ hai (Q204) nếu được lập trình.
- Tại chiều cao thiết lập, trục chính đảo chiều quay lần nữa để chuẩn bị cho bước tarô tiếp theo.
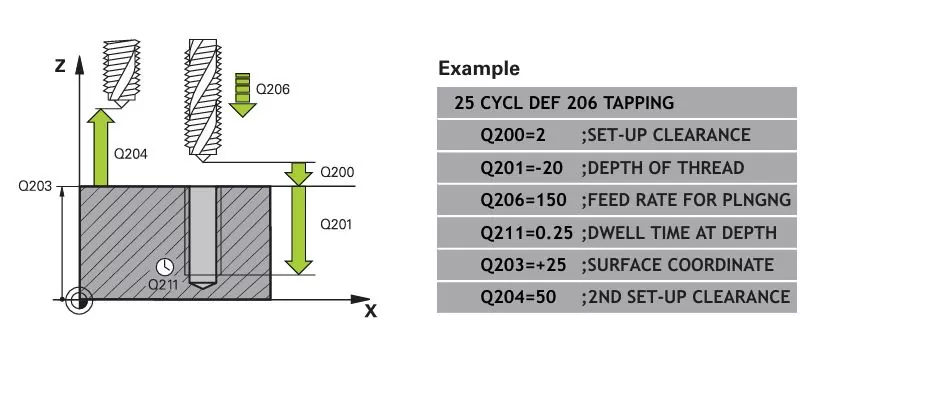
Ví dụ thực tế:
CYCL DEF 206 TAPPING
Q200=2 ; Set-up clearance = 2 mm
Q201=-20 ; Depth of thread = -20 mm
Q206=150 ; Feed rate for plunging = 150 mm/min
Q211=0.25 ; Dwell time at depth = 0.25 s
Q203=+25 ; Surface coordinate = +25 mm
Q204=50 ; 2nd set-up clearance = 50 mm
Trong ví dụ này:
- Máy sẽ thực hiện tarô với độ sâu 20 mm từ bề mặt phôi.
- Tốc độ ăn dao khi tiến dao là 150 mm/phút.
- Dao sẽ dừng tại đáy lỗ trong 0.25 giây trước khi đảo chiều quay để rút ra khỏi lỗ.
Lưu ý khi sử dụng CYCLE 206:
- Sử dụng đầu kẹp mũi tarô nổi: Để bù trừ các sai lệch giữa tốc độ tiến dao và tốc độ quay của trục chính trong quá trình tarô.
- Nhập giá trị độ sâu ren (Q201) là âm: Để đảm bảo hướng di chuyển đúng. Nếu nhập giá trị dương, máy sẽ đảo ngược tính toán và di chuyển dao xuống dưới bề mặt phôi.
- Chỉ sử dụng chu trình này trong chế độ FUNCTION MODE MILL: Chế độ gia công phay.
Kết luận:
Chu trình CYCLE 206 (TAPPING with a floating tap holder) trong hệ điều khiển Heidenhain TNC 640 là một công cụ hữu ích để cắt ren chính xác khi sử dụng đầu kẹp mũi tarô nổi. Nó cho phép bù trừ sai lệch giữa tốc độ trục chính và tốc độ tiến dao, đảm bảo quá trình tarô diễn ra mượt mà và chính xác.
