












CYCLE 209 (TAPPING WITH CHIP BREAKING) là một chu trình tarô với chức năng phá phoi trong hệ điều khiển Heidenhain TNC 640. Chu trình này được sử dụng để cắt ren trong nhiều lần cắt, giúp phá phoi hiệu quả và ngăn chặn phoi cuốn quanh mũi tarô, đảm bảo chất lượng gia công và độ bền của công cụ.
Cấu trúc câu lệnh CYCLE 209:
CYCL DEF 209 TAPPING WITH CHIP BREAKING
Q200 = ... ; Set-up clearance
Q201 = ... ; Depth of thread
Q239 = ... ; Thread pitch
Q203 = ... ; Workpiece surface coordinate
Q204 = ... ; 2nd set-up clearance
Q257 = ... ; Infeed depth for chip breaking
Q256 = ... ; Retract distance for chip breaking
Q336 = ... ; Angle for spindle orientation
Q403 = ... ; RPM factor for retraction
Giải thích các tham số:
- Q200 (Set-up clearance): Khoảng cách giữa mũi dao và bề mặt phôi, giá trị dương, tính bằng mm.
- Q201 (Depth of thread): Độ sâu ren, tính từ bề mặt phôi đến đáy lỗ, giá trị âm, tính bằng mm.
- Q239 (Thread pitch): Bước ren, tính bằng mm. Dấu “+” cho ren phải, dấu “-” cho ren trái.
- Q203 (Workpiece surface coordinate): Tọa độ bề mặt phôi, tính bằng mm.
- Q204 (2nd set-up clearance): Chiều cao rút dao thứ hai để tránh va chạm, tính bằng mm.
- Q257 (Infeed depth for chip breaking): Độ sâu mỗi lần tiến dao để phá phoi, tính bằng mm.
- Q256 (Retract distance for chip breaking): Khoảng cách rút dao để phá phoi. Nếu đặt Q256 = 0, dao sẽ rút hoàn toàn khỏi lỗ để phá phoi.
- Q336 (Angle for spindle orientation): Góc dừng của trục chính trước khi cắt ren, tính bằng độ.
- Q403 (RPM factor for retraction): Hệ số nhân tốc độ quay trục chính khi rút khỏi lỗ, cho phép tăng tốc độ quay lên mức tối đa của bước truyền động hiện tại.
Hoạt động của chu trình CYCLE 209:
- Dao di chuyển đến khoảng cách an toàn được thiết lập (Q200) phía trên bề mặt phôi ở tốc độ nhanh (FMAX) và dừng trục chính theo định hướng đã thiết lập.
- Dao tiến xuống độ sâu đã lập trình (Q257) để cắt ren, sau đó trục chính đảo chiều quay và dao rút lên một khoảng cách nhất định (Q256) hoặc rút hoàn toàn khỏi lỗ tùy vào thiết lập phá phoi.
- Quy trình lặp lại nhiều lần (các bước 2 và 3) cho đến khi đạt đến độ sâu ren yêu cầu (Q201).
- Dao rút lên đến chiều cao an toàn đã lập trình (Q200) và có thể rút tiếp đến chiều cao thứ hai (Q204) nếu được lập trình.
- Trục chính dừng quay tại chiều cao đã thiết lập.
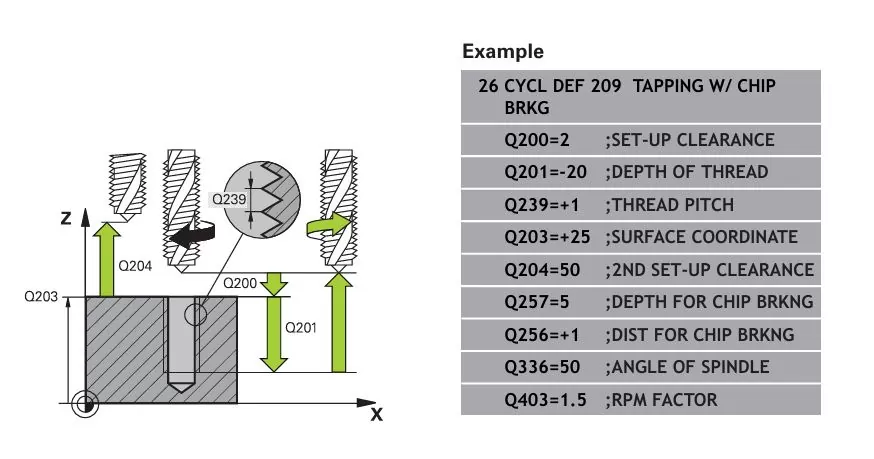
Ví dụ thực tế:
CYCL DEF 209 TAPPING WITH CHIP BREAKING
Q200=2 ; Set-up clearance = 2 mm
Q201=-20 ; Depth of thread = -20 mm
Q239=+1 ; Thread pitch = 1 mm (right-hand thread)
Q203=+25 ; Surface coordinate = +25 mm
Q204=50 ; 2nd set-up clearance = 50 mm
Q257=5 ; Infeed depth for chip breaking = 5 mm
Q256=+1 ; Retract distance for chip breaking = 1 mm
Q336=50 ; Angle for spindle orientation = 50 degrees
Q403=1.5 ; RPM factor for retraction = 1.5
Trong ví dụ này:
- Máy sẽ thực hiện tarô với độ sâu 20 mm từ bề mặt phôi.
- Bước ren là 1 mm cho ren phải (dấu “+” cho Q239).
- Dao sẽ rút lên 1 mm để phá phoi sau mỗi lần tiến dao.
Lưu ý khi sử dụng CYCLE 209:
- Chọn đúng giá trị phá phoi (Q256): Đảm bảo giá trị phù hợp với loại vật liệu và kích thước dao.
- Kiểm tra thông số góc dừng trục chính (Q336): Để đảm bảo dao ở vị trí chính xác trước khi rút ra.
- Đảm bảo độ sâu ren (Q201) được nhập là giá trị âm: Nếu nhập giá trị dương, máy sẽ tính toán ngược và có thể gây lỗi va chạm.
Kết luận:
Chu trình CYCLE 209 (TAPPING WITH CHIP BREAKING) trong hệ điều khiển Heidenhain TNC 640 là một công cụ hiệu quả để cắt ren với phá phoi, đặc biệt là khi làm việc với các vật liệu có xu hướng tạo ra phoi dài và cứng. Chu trình này giúp đảm bảo quá trình tarô diễn ra mượt mà, an toàn và kéo dài tuổi thọ của công cụ.
