












CYCLE 804 là một chu trình tarô trong hệ điều khiển SINUMERIK 840D/840Di/810D với hai tùy chọn thực hiện tarô: sử dụng đầu kẹp bù (compensating chuck) hoặc tarô cứng (rigid tapping). Sự lựa chọn giữa hai tùy chọn này phụ thuộc vào việc có sử dụng bộ mã hóa (encoder) để đồng bộ hóa trục chính và tốc độ tiến dao hay không.
Cấu trúc câu lệnh CYCLE 804:
CYCLE804 (RTP, RFP, SDIS, DP, DPR, DTB, SDR, SDAC, ENC, MPIT, PIT)
Giải thích các tham số:
- RTP (Retraction plane): Mặt phẳng rút dao (giá trị tuyệt đối), tính bằng mm.
- RFP (Reference plane): Mặt phẳng tham chiếu (giá trị tuyệt đối), tính bằng mm.
- SDIS (Safety distance): Khoảng cách an toàn giữa dao và bề mặt phôi, tính bằng mm.
- DP (Final drilling depth): Độ sâu tarô cuối cùng (giá trị tuyệt đối), tính bằng mm.
- DPR (Final drilling depth relative to reference plane): Độ sâu tarô cuối cùng tương đối so với mặt phẳng tham chiếu, tính bằng mm.
- DTB (Dwell time at thread depth): Thời gian dừng tại độ sâu ren (để phá phoi), tính bằng giây.
- SDR (Direction of rotation for retraction): Hướng quay của trục chính khi rút dao. Giá trị: 0 (đảo chiều quay tự động), 3 (M3), hoặc 4 (M4).
- SDAC (Direction of rotation after end of cycle): Hướng quay trục chính sau khi kết thúc chu trình. Giá trị: 3 (M3), 4 (M4), hoặc 5 (M5).
- ENC (Tapping with/without encoder): Thực hiện tarô có hoặc không có bộ mã hóa. Giá trị: 0 = có bộ mã hóa (tarô cứng), 1 = không có bộ mã hóa (sử dụng đầu kẹp bù).
- MPIT (Thread pitch as thread size): Kích thước bước ren, từ M3 đến M48.
- PIT (Thread pitch as value): Bước ren tính theo giá trị, từ 0.001 đến 2000.000 mm.
Phân biệt hai tùy chọn ENC:
-
ENC = 0 (Tarô cứng với bộ mã hóa – Rigid Tapping with Encoder):
- Khi ENC = 0, hệ thống sử dụng bộ mã hóa để đồng bộ hóa chính xác tốc độ quay của trục chính với tốc độ tiến dao, cho phép thực hiện tarô cứng.
- Trong tùy chọn này, lệnh G33 được sử dụng để đảm bảo rằng tốc độ trục chính và tốc độ tiến dao được đồng bộ hóa, giữ cho quá trình tarô chính xác và hiệu quả.
- Phù hợp cho các máy CNC có trục chính điều khiển bằng servo và bộ mã hóa để hỗ trợ quá trình tarô cứng mà không cần đầu kẹp bù.
-
ENC = 1 (Tarô với đầu kẹp bù – Tapping with Compensating Chuck):
- Khi ENC = 1, hệ thống không sử dụng bộ mã hóa để đồng bộ hóa giữa tốc độ quay của trục chính và tốc độ tiến dao.
- Trong trường hợp này, lệnh G63 được sử dụng để đồng bộ hóa trục chính với tốc độ tiến dao thông qua mã lệnh M (M-code synchronization).
- Lựa chọn này phù hợp khi không có bộ mã hóa trên máy CNC hoặc khi sử dụng đầu kẹp bù để bù trừ sai lệch giữa tốc độ trục chính và tiến dao.
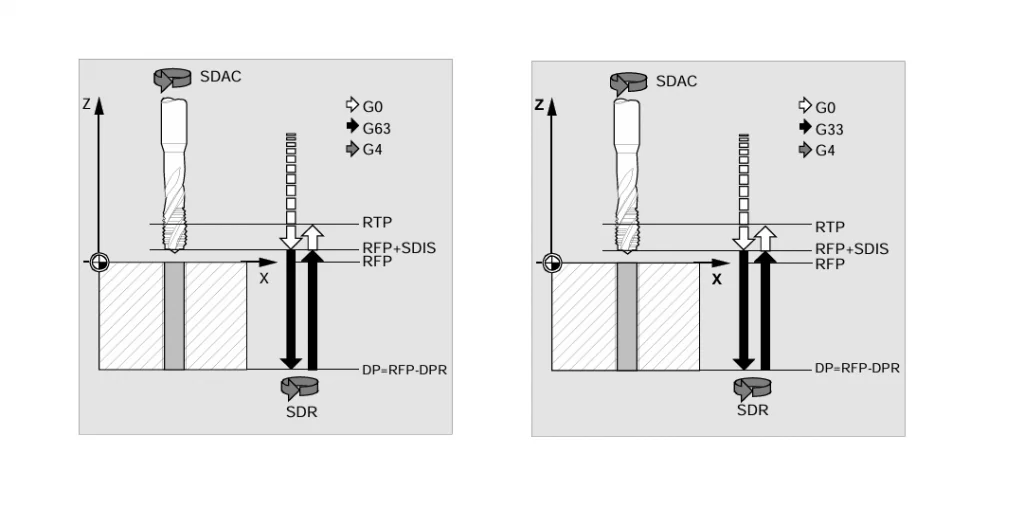
Hoạt động của chu trình CYCLE 804:
- Dao di chuyển đến khoảng cách an toàn được thiết lập (SDIS) phía trên mặt phẳng tham chiếu (RFP) với lệnh G0.
- Thực hiện tarô với tùy chọn được chọn:
- Nếu ENC = 0: Chu trình sử dụng lệnh G33 để thực hiện tarô cứng với bộ mã hóa, đảm bảo đồng bộ hóa trục chính và tiến dao.
- Nếu ENC = 1: Chu trình sử dụng lệnh G63 để thực hiện tarô với đầu kẹp bù, đồng bộ hóa trục chính và tiến dao thông qua mã lệnh M.
- Dừng tại độ sâu ren với thời gian dừng đã lập trình (DTB) để đảm bảo quá trình tarô mượt mà.
- Rút về mặt phẳng tham chiếu (RFP) và đảo chiều quay trục chính nếu cần.
- Rút về mặt phẳng rút dao (RTP) và kết thúc chu trình.
Ví dụ thực tế:
Tarô cứng với bộ mã hóa (ENC = 0):
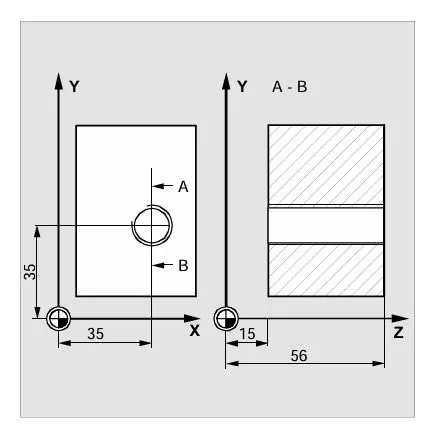
CYCLE804 (59, 56, , 15, , 1, 4, 3, 0, M6, 1.5)
- Mặt phẳng rút dao (RTP) ở 59 mm và mặt phẳng tham chiếu (RFP) ở 56 mm.
- Độ sâu tarô cuối cùng (DP) là 15 mm.
- Thời gian dừng tại độ sâu ren (DTB) là 1 giây.
- Hướng quay khi rút dao (SDR) là 4 (M4), hướng quay sau khi kết thúc (SDAC) là 3 (M3).
- Tarô cứng với bộ mã hóa (ENC = 0) sử dụng bước ren M6 (1.5 mm).
Tarô với đầu kẹp bù (ENC = 1):
CYCLE804 (59, 56, , 15, , 1, 0, 5, 1, M10, 1.75)
- Mặt phẳng rút dao (RTP) ở 59 mm và mặt phẳng tham chiếu (RFP) ở 56 mm.
- Độ sâu tarô cuối cùng (DP) là 15 mm.
- Thời gian dừng tại độ sâu ren (DTB) là 1 giây.
- Hướng quay khi rút dao (SDR) là 0 (đảo chiều tự động), hướng quay sau khi kết thúc (SDAC) là 5 (M5).
- Tarô với đầu kẹp bù (ENC = 1) sử dụng bước ren M10 (1.75 mm).
Lưu ý khi sử dụng CYCLE 804:
- Chọn đúng tùy chọn ENC: Đảm bảo sử dụng ENC = 0 cho tarô cứng với bộ mã hóa và ENC = 1 cho tarô với đầu kẹp bù.
- Kiểm tra cài đặt hướng quay của trục chính (SDR, SDAC): Thiết lập đúng để tránh lỗi “No spindle direction programmed”.
- Kiểm tra bước ren (MPIT, PIT): Đảm bảo giá trị phù hợp với loại ren cần thực hiện.
Kết luận:
Chu trình CYCLE 804 (TAPPING WITH COMPENSATING CHUCK OR RIGID TAPPING) trong hệ điều khiển SINUMERIK cung cấp hai tùy chọn linh hoạt để thực hiện các thao tác tarô, đảm bảo quá trình gia công diễn ra an toàn và chính xác.
